برش لیزر گالوانیزه
مرور کلی برش لیزر گالوانیزه
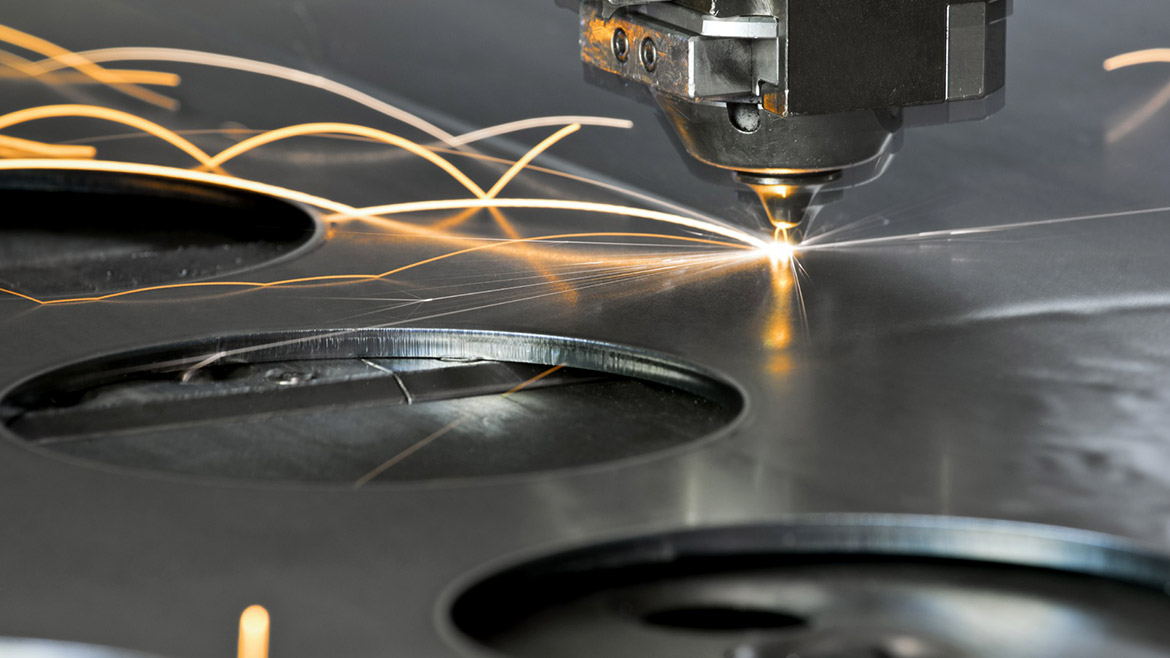
برش لیزر گالوانیزه: تولید قطعات توسط برشکاری لیزر در مجموعه صنعتی دی ام لیزر به طور گسترده در این صنعت پذیرفته شده است. برش لیزر مزایای مختلفی از جمله انعطافپذیری بالا نسبت به پارامترهای فرآیند و نوع مواد از خود نشان داده و همچنین برای هندسههای پیچیده و دارای ابعاد مختلف قابل استفاده است در برش لیزر صفحات فلزی، تنش حرارتی در منطقهای از مقطع برش گسترش یافته و خواص مواد و شرایط برش بر سطح تنش حرارتی تاثیر میگذارد.
آهنی است که با روی پوشانده شده باشد. آهن گالوانیزه ، حتی اگر پوشش آن هم شکستگی پیدا کند، از زنگ زدن محفوظ میماند. در آهن گالوانیزه ، بین آهن و روی، پیلی الکتروشیمیایی تشکیل میشود که در آن روی به جای آهن به عنوان آند و آهن به عنوان کاتد به کار میرود. روی در آند اکسید میشود چون فلزی پستتر یا فعالتر از آهن است و دارای پتانسیل احیا کمتری از آهن است و پتانسیل اکسید بیشتری از آن دارد.
از برش لیزر آهن گالوانیزه در ساختن لوازمی مثل لوله بخاری ، کانال کولر ، کابینت آشپزخانه ، شیروانی منازل ، لولههای آب و هر جا که احتمال خوردگی آهن و خسارت وجود دارد، استفاده میشود.
مزایای برش لیزر گالوانیزه
برش گالوانیزه بوسیله لیزر دارای مزایایی میباشد که از آن جمله میتوان به خلاقیت در طراحی،
انعطافپذیری و ایجاد طرحهای پیچیده، دقت بسیار بالا، سرعت بالا، قیمت پایین، دقت یکسان در
برشهای تکراری، بالا بودن کیفیت لبه برش، داشتن کمترین ضایعات و پرتی، عدم ایجاد تغییرات در
ساختار فلز، انجام برش به شکل سری، تولید همزمان قطعاتی با ضخامت یکسان بصورت همزمان و حذف چند
مرحلهای روند تولید قطعات اشاره کرد. در کل میتوان مزایای برش لیزر گالوانیزه را اینگونه بیان
نمود:
به دلیل کیفیت بالا و سرعت عمل در برش ورق گالوانیزه جایگزین مناسبی برای خدمات برش واترجت و
برش پلاسما به حساب می آید.
میزان باربرداری و کرف در زمان برش گالوانیزه بسیار کم است پس نتیجه می گیریم زمینه برش المان
های ظریف و بسیار ریز فراهم می شود
نکات مهم برش لیزر گالوانیزه
زاویه کونیک: به معنای تغییر قطر سوراخ در ضخامت برش است.
تولید پلیسه: قطعا هر چه پلیسه تولید شده بعد از برش کمتر باشد کیفیت نهایی بهتر بوده و نیاز به
فرآیند ماشینکاری ثانویه کمتر میشود.
کرف (Kerf): کرف در واقع کوچکترین شعاع قابل برش را مشخص میکند که وابسته به ضخامت ورق
میباشد و بهتر است در طراحی لحاظ گردد. به عنوان مثال گوشههای بسیار تیز باید r ای حداقل
معادل با کرف داشته باشد. همچنین حداقل سوراخهای قابل ایجاد در ورقهای فلزی وابسته با ضخامت
ورق است. بدیهی است که هر چه کرف دستگاه کمتر باشد قابلیت برش کانتورهای پیچیدهتر و دندههای
ریز ضخیم، بیشتر می شود.
سرعت برش: بستگی زیادی به قابلیتهای دستگاه و توان اشعه لیزر دارد. هرچه توان دستگاه بالاتر
باشد امکان بالاتر بردن سرعت برش را فراهم میآورد.
صافی سطح: یکی از مهمترین پارامترها در برش صافی سطح و عدم اکسید شدن میباشد که با تلفیق
تکنولوژیهای مختلف و تنظیم صحیح و با دقت پارامترهای کنترلی همچون نوع گاز، فشار گاز، سرعت برش
و تنظیم توان اشعه لیزر ایجاد میشود.